
Slide supports and drag systems
The entire range of single bands, in addition to the derivative types (non-standard), can be transformed into compound bands when the following accessories are involved in their construction:
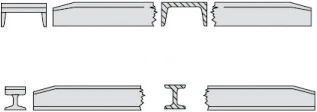
Side fins
cross strips
side chains
9.52 mm, 12.70 mm, 15.87 mm, 19.05 mm, 25.40 mm, 38.10 mm and 50.80 mm.
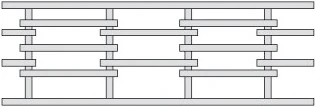
Strings can be fixed at each step or each n steps, and can be combined with fins and strips (C.A…L, C.A1…L, C.A…L-T, etc.). The band code must be completed by indicating the passage of the chain at the ellipses.
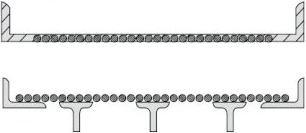
Personalized technical solutions
- plates of continuous or perforated sheet metal inside the turns
- U-shaped strips
- raised turns
- Rods with hairpin termination
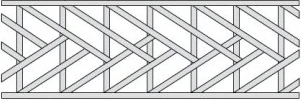
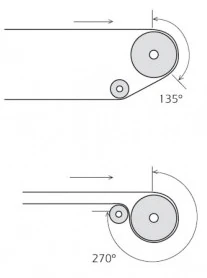
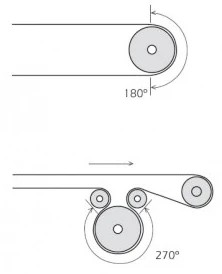
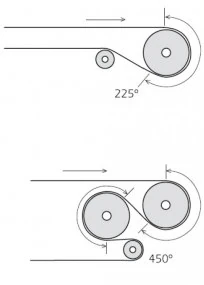
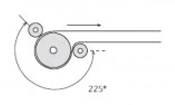
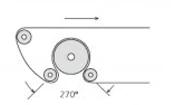
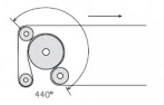
Traction drag systems
Installation of metal belts or conveyor belts
Before installing a new Metallic conveyor belt, it is essential to make a Complete Conveyor Review. This procedure ensures a safe, efficient installation and extends the life of the tape.
Steps prior to installation
1. Removal of the old band and placement of the guide cable
Before removing the previous tape, it is recommended Unsplit it at the bottom of the drive cylinder.
Tie a resistant cable to the end of the belt and, while being removed, let the cable move through the inside of the conveyor. This cable will be key to easily inserting the new band.
2. Conveyor Cylinders and Guides Review
It is important to check that the cylinders (drive, return, tensioners and support) are in good condition, all these cylinders must form a right angle with respect to the midline of the conveyor and perfectly parallel to each other.
3. Checking supports and slide tracks
Verify that there are no live edges or elements that can rub or damage the new tape. The support surface must be clean and free of imperfections.
4. Introduction of the new band
After the review is finished, the new tape is introduced using the previously placed guide cable. If a complete revision is not done, the band can be installed directly by splicing the new one to the end of the old tape and pulling the latter.
Loading and commissioning
tape loading
The load must be carried out as uniformly as possible.
A tape with the uniform load distributes the wear on its bottom and prevents distortions that could shorten the life of it.
START-UP OF THE TAPE
For conveyors operating at ambient temperature, a pre-stressing of the belt will be carried out and speed will be slowed until the working speed is reached. It will be observed at all times that the tape maintains its path without rubbing on one side or the other.
Never try to align or place the tape by hitting the sides, the alignment will always be carried out by correcting the cylinders (drive, return, supports, etc.).
A high-temperature tape must “roll” similar to any other precision piece. The furnace should be brought to the working temperature at a speed no higher than 148° C per hour. Once the working temperature has been reached, the tape must operate approximately 5 hours without load to ensure the proper seating of the elements that make up the tape (spires and rods). Temperature changes produce invariable effects on the ribbon break properties. Therefore, during this period, much attention should be paid to the adjustment of the race when necessary.
During the running period, the tensions of the tape must be removed to ensure maximum working life. The increase in the service life due to an adequate elimination of the stresses at the appropriate temperature is achieved with the fact that the annealing at the right temperature prevents an excessive growth of the grains.
Stress-eliminating procedures can be summarized with the following suggestions:
- For alloys operating at 925°C or more, The stress elimination treatment should be quite long, so that each portion of the tape operates at 925° C for at least one hour.
- For alloys operating at 898° C or less, Stress removal treatment should be done at 28°C above normal temperature for a sufficient period of time for each section of the tape to reach the removal temperature for at least one hour.
Once the stress elimination treatment has been carried out, the oven temperature will continue to increase at a speed of 164° C per hour, until the final working temperature is reached. At this time the tape must roll a minimum of 5 hours without placing load.
High-temperature tapes, in general, have a predetermined, mediate amount of voltage before the voltage failure occurs. The intentional tensioning of the tape only saves some hours of maintenance time at the cost of a great decrease in the life of the tape.
tape stop
Certain precautions should be observed when the tape is stopped, to get the maximum service life:
- To .- The tape must be stopped with the atmosphere working.
- b .- High-temperature furnaces that have a type of counterweight intake or air cylinders at the discharge end, must reduce their countertension. Otherwise, the countertension is transmitted along the belt so that the tension in the hot zone can be greater than when the tape is loaded.
- C .- A high temperature tape must be kept moving, if it is allowed to stop, it tends to be welded with the solera of the oven and serious damage results when it starts up again.
- D .- Regular checks of the course of the tape must be carried out during the period without load, since changes in temperature often induce changes in their stroke.
In this section, "stop of the tape" is understood as a stop when the tape has no load.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}