
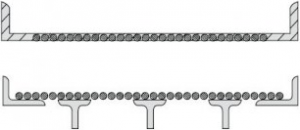
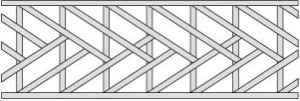
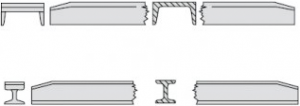
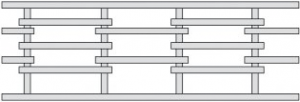
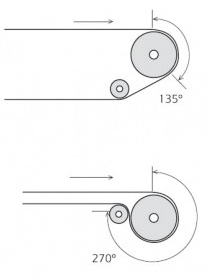
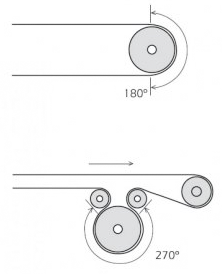
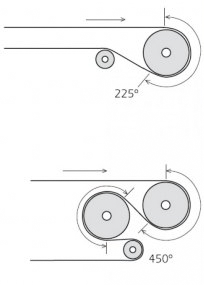
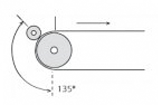
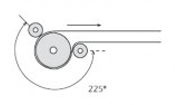
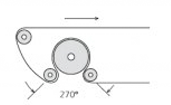
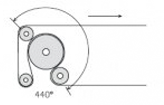
Soportes de deslizamiento y sistemas de arrastre
![]()
Instalación de cinta
- Desempalmar la cinta antigua por la parte inferior del cilindro motriz, atar en su extremo un cable y a medida que se saca la cinta se introducirá el cable por el transportador. Este clable nos servirá para introducir la nueva cinta.
- Revisar todas las guías y los cilindros del transportador (motriz, retorno, tensor, apoyos, etc.), todos estos cilindros deberán formar un ángulo recto respecto de la línea media del transportador y perfectamente paralelos entre sí.
- Revisar los apoyos o pista de deslizamiento de la cinta. No deberán existir cantos vivos o elementos que puedan rozar y degastar la cinta.
- Una vez efectuada la revisión y limpieza del transpor-tador, procederemos a introducir la nueva cinta utilizando el cable que previamente hemos colocado en el transpor-tador cuando se retiró la cinta vieja.
Si no se procede a efectuar la revisión del transportador, se puede cambiar la cinta simplemente empalmando el extremo de la cinta vieja con la nueva y a medida que retiramos la vieja, se introducirá la nueva.
Prácticamente todas las cintas tienen un sentido de marcha, observar el sentido de marcha antes de colocar la cinta en el transportador.
Carga y puesta en marcha
Carga de la cinta
La carga se debe de efectuar de la manera más uniforme posible.
Una cinta con la carga uniforme distribuye el desgaste por su parte inferior y evita distorsiones que podrían acortar la vida de la misma.
Puesta en marcha de la cinta
Para transportadores que operan a temperatura ambiente, se efectuará un pretensado de la cinta y se dará velocidad lentamente hasta alcanzar la velocidad de trabajo. Se observará en todo momento que la cinta mantenga su trayectoria sin que roce en uno u otro lateral.
No intentar nunca alinear o colocar la cinta golpeando los laterales, la alineación se efectuará siempre mediante la corrección de los cilindros (motriz, retorno, apoyos, etc).
Una cinta para alta temperatura debe “rodar” de forma semejante a cualquier otra pieza de precisión. El horno se debe llevar a la temperatura de trabajo a una velocidad no mayor de 148° C por hora. Una vez alcanzada la temperatura de trabajo, la cinta debe de operar aproximadamente unas 5 horas sin carga para asegurar el asentamiento adecuado de los elementos que conforman la cinta (espiras y varillas). Los cambios de temperatura producen efectos invariables en las propiedades de quiebro de la cinta. Por tanto, durante este periodo, se debe prestar mucha atención al ajuste de la carrera cuando sea preciso.
Durante el periodo de rodaje, se deben eliminar las tensiones de la cinta para asegurar la máxima vida de trabajo. El aumento de la vida de servicio por una eliminación adecuada de las tensiones a la temperatura oportuna se consigue con el hecho de que el recocido a la temperatura adecuada impide un excesivo crecimiento de los granos.
Los procedimientos para eliminar las tensiones se pueden resumir con las siguientes sugerencias:
- Para aleaciones que operen a 925° C o más, el tratamiento de eliminación de tensiones debe ser bastante largo, para que cada porción de la cinta opere a 925° C por lo menos durante una hora.
- Para aleaciones que operen a 898° C o menos, el tratamiento de eliminación de tensiones se debe hacer a 28° C por encima de la temperatura normal durante un periodo de tiempo suficiente para que cada sección de la cinta alcance la temperatura de eliminación por lo menos durante una hora.
Una vez se ha efectuado el tratamiento de eliminación de la tensión, se seguirá aumentando la temperatura del horno a una velocidad de 164° C por hora, hasta alcanzar la temperatura final de trabajo. En este momento la cinta debe de rodar un mínimo de 5 horas sin colocar carga.
Las cintas para altas temperaturas, en general, poseen una cantidad de tensión mediable y predeterminada antes de que ocurra el fallo por tensión. El tensado intencional de la cinta solo ahorra alguna hora de tiempo de mantenimiento a costa de una gran disminución de la vida de la cinta.
Paro de la cinta
Se deben observar ciertas precauciones cuando la cinta está parada, para obtener la vida de servicio máxima:
- A .- La cinta debe de estar parada con la atmósfera funcionando.
- B .- Los hornos de alta temperatura que tienen un tipo de toma de contrapeso o de cilindros de aire en el extremo de descarga, deben disminuir su contratensión. De otro modo, la contratensión se transmite a lo largo de la cinta de tal forma que la tensión en la zona caliente puede ser mayor que cuando la cinta lleva carga.
- C .- Una cinta para alta temperatura se debe de mantener en movimiento, si se deja parar, tiende a soldarse con la solera del horno y resulta un daño serio cuando se pone nuevamente en marcha.
- D .- Se deben efectuar comprobaciones regulares del curso de la cinta durante el periodo sin carga, ya que los cambios de temperatura inducen con frecuencia cambios en su carrera.
En este apartado, "PARO DE LA CINTA" se entiende como paro cuando la cinta no lleva carga.