
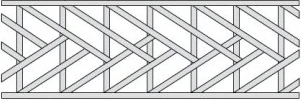
Supports coulissants et systèmes de traînée
Toute la gamme de courroies simples, en plus des types dérivés (non standard), peut être transformée en courroies composites lorsque les accessoires suivants sont impliqués dans leur construction :
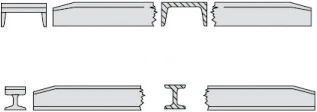
Ailerons latéraux
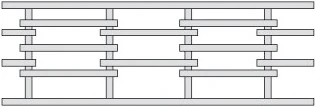
Barres transversales
Chaînes latérales
9,52 mm, 12,70 mm, 15,87 mm, 19,05 mm, 25,40 mm, 38,10 mm et 50,80 mm.
Les chaînes peuvent être fixées à chaque pas ou tous les N pas, et peuvent être combinées avec des ailerons et des bandes (CA…L, C.A1…L, CA…LT, etc.). Le code courroie doit être complété en indiquant le pas de chaîne dans les points de suspension.
Solutions techniques personnalisées
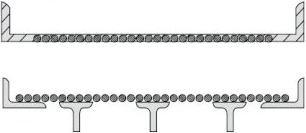
- Pléthyne en tôle continue ou perforée à l'intérieur des bobines
- bandes en U
- Virages élevés
- Tiges fourchues
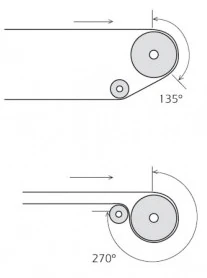
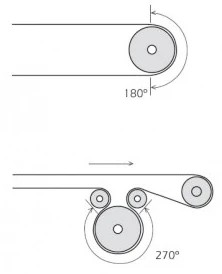
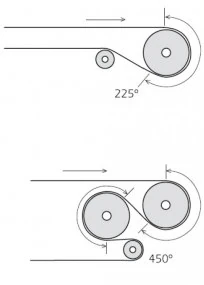
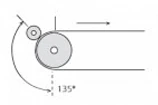
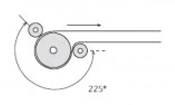
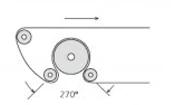
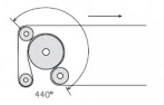
Systèmes de traction
Installation de bandes transporteuses métalliques
Avant d'en installer un nouveau bande transporteuse métallique, il est essentiel de procéder à une révision complète du convoyeurCette procédure garantit une installation sûre et efficace et prolonge la durée de vie du ruban.
Étapes de pré-installation
1. Retrait de l'ancienne courroie et installation du câble de guidage
Avant de démonter l'ancienne bande, il est recommandé le découpler du bas du cylindre d'entraînement.
Attachez un câble solide à l'extrémité de la bande et, une fois tirée, laissez-le passer dans le convoyeur. Ce câble sera essentiel pour faciliter l'insertion de la nouvelle bande.
2. Examen des cylindres et guides de convoyeur
Il est important de vérifier le bon état des vérins (moteur, retour, tension et support). Tous ces vérins doivent former un angle droit avec l'axe du convoyeur et être parfaitement parallèles entre eux.
3. Vérification des supports et des rails coulissants
Vérifiez l'absence d'arêtes vives ou d'éléments susceptibles de frotter ou d'endommager le nouveau ruban. La surface de contact doit être propre et exempte d'imperfections.
4. Présentation du nouveau groupe
Une fois l'inspection terminée, la nouvelle courroie est insérée à l'aide du fil-guide précédemment installé. Si l'inspection n'est pas complète, la courroie peut être installée en la raccordant directement à l'extrémité de l'ancienne courroie et en la tirant.
Chargement et démarrage
Chargement de la bande
La charge doit être effectuée de la manière la plus uniforme possible.
Une courroie avec une charge uniforme répartit l'usure sur sa face inférieure et évite les déformations qui pourraient réduire sa durée de vie.
Démarrage de la ceinture
Pour les convoyeurs fonctionnant à température ambiante, la bande sera pré-tendue et accélérée lentement jusqu'à sa vitesse de fonctionnement. Assurez-vous en permanence que la bande maintient sa trajectoire sans frottement d'un côté ou de l'autre.
Ne jamais tenter d'aligner ou de positionner la courroie en frappant sur les côtés ; l'alignement sera toujours effectué en corrigeant les cylindres (moteur, renvoi, supports, etc.).
Une bande haute température doit être usinée de la même manière que toute autre pièce de précision. Le four doit être porté à sa température de fonctionnement à une vitesse maximale de 148 °C par heure. Une fois la température de fonctionnement atteinte, la bande doit fonctionner pendant environ cinq heures à vide afin d'assurer le bon positionnement de ses composants (bobines et barres). Les variations de température ont un effet constant sur les propriétés de pliage de la bande. Par conséquent, pendant cette période, il convient d'accorder une attention particulière au réglage de la course si nécessaire.
Pendant la période de rodage, la tension de la courroie doit être relâchée pour garantir une durée de vie maximale. Cette durée de vie accrue est obtenue grâce à un relâché de tension approprié à la température appropriée, car le recuit à température adéquate empêche une croissance excessive des grains.
Les procédures d’élimination des tensions peuvent être résumées par les suggestions suivantes :
- Pour les alliages fonctionnant à 925°C ou plus, Le traitement de détente doit être suffisamment long pour que chaque portion de la bande puisse fonctionner à 925°C pendant au moins une heure.
- Pour les alliages fonctionnant à 898°C ou moins, Le traitement de détente doit être effectué à 28°C au-dessus de la température normale pendant une durée suffisante pour que chaque section de la bande atteigne la température de détente pendant au moins une heure.
Une fois le traitement de détente terminé, la température du four continue d'augmenter à un rythme de 164 °C par heure jusqu'à atteindre la température de fonctionnement finale. À ce stade, la bande doit fonctionner pendant au moins 5 heures sans charge.
Les rubans haute température présentent généralement une tension mesurable et prédéterminée avant la rupture par traction. Une tension intentionnelle du ruban ne permet de gagner que quelques heures de maintenance, mais réduit considérablement sa durée de vie.
Arrêt de bande
Certaines précautions doivent être respectées lorsque la courroie est à l'arrêt, pour obtenir une durée de vie maximale :
- UN .- La courroie doit être arrêtée avec l'atmosphère en fonctionnement.
- B Les fours haute température équipés d'une admission de type contrepoids ou vérin pneumatique à la sortie doivent réduire leur tension arrière. Dans le cas contraire, celle-ci se transmet le long de la bande, ce qui peut entraîner une tension plus importante dans la zone chaude que lorsque la bande est chargée.
- C .- Une bande à haute température doit être maintenue en mouvement ; si on la laisse à l'arrêt, elle a tendance à se souder à la sole du four, provoquant de graves dommages lors de sa remise en marche.
- D .- Des contrôles réguliers du déplacement de la courroie doivent être effectués pendant la période à vide, car les changements de température induisent fréquemment des modifications de son déplacement.
Dans cette section, « TAPE STOP » signifie que la bande s'arrête lorsqu'elle ne porte pas de charge.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}