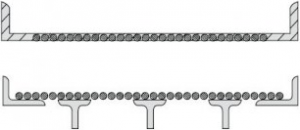
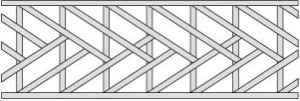
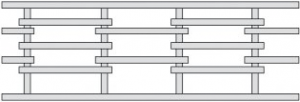
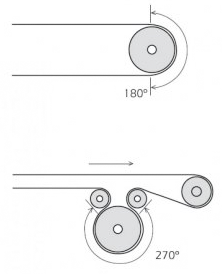
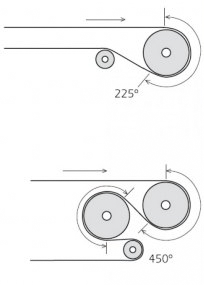
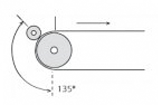
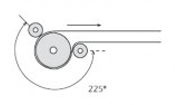
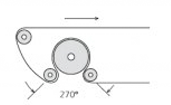
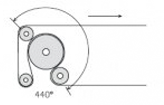
Systèmes de montage et système d’entraînement
![]()
 [br][br]
[br][br]

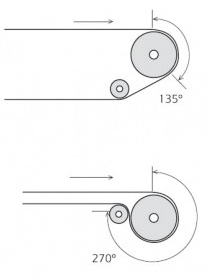
Installation du tapis
- Déconnecter l'ancien tapis sur le côté inférieur du cylindre d'entraînement et attacher un câble sur une extrémité. Quand l'ancien tapis est retiré, ce câble permettra d'introduire le nouveau tapis.
- Vérifier tous les guides et les cylindres du convoyeur (entraînement, tenseur de retour, les supports, etc). Tous ces cylindres doivent former un angle droit avec la ligne médiane de la bande transporteuse et et doivent être parfaitement parallèles entre eux.
- Contrôler les supports ou les guides de glissement du tapis. S'assurer qu'il n'y a aucun élément tranchant ou d'éléments qui pourrait frotter et user la bande transporteuse.
- Une fois l'inspection et le nettoyage du transporteur effectués, nous allons introduire le nouveau tapis en utilisant le câble installé dans le convoyeur lors la 1ère phase au moment du retrait de l'ancien tapis.
Si aucun entretien du convoyeur n'est exigé, nous pouvons simplement relier l'ancien au nouveau tapis au moment du transfert.
Pratiquement tous les tapis ont un sens de marche dont il faut tenir compte avant de les installer dans le convoyeur.
Chargement et mise en service
Chargement du tapis métallique
Le chargement des produits sur le tapis métallique doit être effectué de la façon la plus uniforme possible afin d'éviter une déformation de la bande transporteuse et son usure prématurée.
Mise en service du tapis métallique
Les convoyeurs fonctionnant à une température ambiante seront pré-tendus et la vitesse du tapis lente au début sera augmentée progressivement jusqu'à atteindre la vitesse du travail souhaitée. Pendant l'ensemble de ce procédé, surveiller que le tapis métallique reste bien sur sa trajectoire sans aucun frottement latéral.
Ne jamais tenter d'aligner ou de re-positionner le tapis par une frappe sur les bordures, l'alignement se corrigera pas les cylindres (moteur, de retour, de soutien, etc...)
Les bandes transporteuse pour haute température doivent être rodées de la même façon que n'importe quelle autre pièce de précision.
La température de travail du four doit s'élever à une vitesse ne dépassant pas 148 ° C par heure.
Une fois la température de fonctionnement atteinte, la tapis métallique doit fonctionner environ 5 heures sans aucune charge afin de s'assurer du bon positionnement des éléments composant la bande transporteuse (spires et tringles).
Les changements de température produisent des effets invariables sur les propriétés de chaque élément de la bande transporteuse. Par conséquent, pendant cette période, une attention particulière sera nécessaire à l'ajustement et au réglage du tapis.
Pendant la période de rodage, on doit éliminer les tensions de la bande transporteuse pour assurer sa durée de vie maximale. En outre, nous évitons une croissance excessive de grains en recuisant à une température appropriée.
Conseils de procédures pour éliminer les tensions :
- Pour les alliages fonctionnant à 925 ° C ou plus, le traitement d'élimination de tension doit être assez long de sorte que chaque section du tapis soit à 925 ° C pendant au moins une heure.
- Pour les alliages fonctionnant à 898 ° C ou moins, le traitement d'élimination de tension doit être effectué à 28 ° C au-dessus de la température de base pendant une période de temps suffisante afin que chaque section du tapis atteigne la température d'élimination de tension pendant au moins une heure.
Une fois le traitement d'élimination de tension effectué, on continue d'augmenter la température du four à une vitesse de 164 ° C par heure, jusqu'à ce qu'on atteigne la température de fonctionnement finale. A ce stade, le tapis doit fonctionner pendant un minimum de 5 heures sans aucune charge.
Généralement, les tapis métalliques pour les hautes températures, présentent un certain nombre de contraintes prédéterminées avant qu'une défaillance à la tension ne se produise. La tension intentionnelle du tapis transporteur permet d'économiser un certain temps de maintenance au prix d'une baisse importante de la durée de vie du tapis.
Arrêt du tapis
Lorsque le tapis transporteur est arrêté, certaines précautions permettront d'obtenir une durée de vie maximale :
A -. Le tapis doit être arrêté pendant son fonctionnement, à la température de travail.
B -. Les fours à haute température ayant un type de contrepoids ou de cylindres à air à l'extrémité, au niveau de l'évacuation, doivent diminuer leur tension. Autrement, la contre-tension est transmise le long du tapis de telle sorte qu'elle devient plus élevée dans la zone chaude que sur la zone supportant la charge.
C -. Un tapis pour haute température doit rester en mouvement. S'il reste à l'arrêt, il risque de se souder à la partie basse du four, ce qui engendrerait de grave conséquences lorsqu'il serait remis en marche.
D -. Des vérifications régulières du tapis doivent être effectuées lorsqu'il ne transporte aucune charge, les changements de températures pouvant impliquer des changements fréquents lors de son déplacement.
Dans cette section, on entend par «ARRÊT DU TAPIS» un tapis qui ne transporte pas de charge.